











In the fast-paced world of manufacturing and industrial operations, efficiency and reliability are paramount. As businesses strive to enhance productivity and reduce downtime, the role of machine monitoring has never been more crucial. Machine monitoring technology provides real-time insights into equipment performance, helping organizations identify issues before they escalate and optimize their operations. This blog will explore the significance of machine monitoring, its core features, benefits, and how it can transform your business operations for the better.
Understanding Machine Monitoring
Machine monitoring involves the use of advanced technology to continuously track and analyze the performance of industrial machinery. This technology collects data from equipment sensors, processes it, and provides actionable insights into the condition and efficiency of the machines. The goal is to ensure that machinery operates at peak performance, minimize downtime, and extend equipment lifespan.
Machine monitoring systems typically include sensors, data collection units, and software platforms that analyze and visualize data. By integrating these components, organizations can gain a comprehensive view of their equipment’s health and performance, leading to more informed decision-making and improved operational efficiency.
Key Features of Machine Monitoring Systems
Real-Time Data Collection
Real-time data collection is a cornerstone of effective machine monitoring. Sensors installed on equipment gather data on various parameters, such as temperature, vibration, pressure, and speed. This data is transmitted to a central system where it is processed and analyzed. Real-time monitoring allows for immediate detection of anomalies and potential issues, enabling quick responses to prevent costly breakdowns.
Predictive Maintenance
Predictive maintenance is a powerful feature of machine monitoring systems. By analyzing historical and real-time data, these systems can predict when equipment is likely to fail or require maintenance. This proactive approach helps organizations schedule maintenance activities based on actual equipment condition rather than fixed intervals, reducing unnecessary maintenance and avoiding unexpected downtime.
Performance Analytics
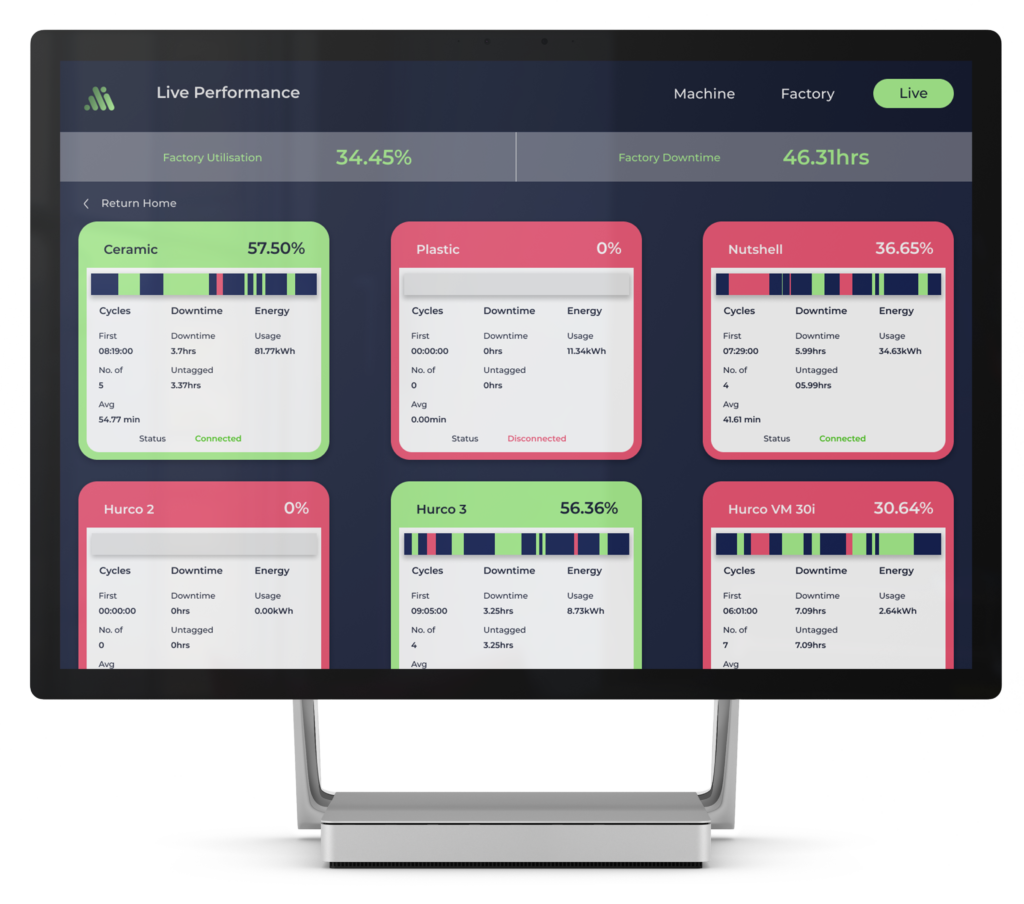
Machine monitoring systems provide detailed performance analytics, offering insights into equipment efficiency, utilization, and productivity. This data helps organizations identify performance trends, optimize machine settings, and make data-driven decisions to enhance overall operational efficiency. Performance analytics also enable benchmarking against industry standards and internal goals.
Remote Monitoring and Control
In today’s interconnected world, remote monitoring and control are essential features of machine monitoring systems. Users can access real-time data and control equipment from anywhere via web-based platforms or mobile applications. This flexibility allows for timely interventions and oversight, even when on-site presence is not possible.
Alerts and Notifications
Machine monitoring systems are equipped with alert and notification features that inform users of potential issues or deviations from normal operating conditions. These alerts can be configured based on specific thresholds or patterns, ensuring that relevant personnel are notified promptly. Timely alerts help prevent equipment failures and facilitate swift corrective actions.
Integration with Existing Systems
To maximize the benefits of machine monitoring, integration with existing systems, such as enterprise resource planning (ERP) and maintenance management systems (CMS), is crucial. Seamless integration allows for a unified view of operations, enabling better coordination between machine monitoring data and other business processes.
Benefits of Machine Monitoring
Increased Equipment Uptime
One of the primary benefits of machine monitoring is increased equipment uptime. By continuously monitoring equipment performance and predicting potential failures, organizations can take proactive measures to prevent breakdowns. This proactive approach reduces unplanned downtime and ensures that machinery operates at optimal efficiency.
Enhanced Maintenance Efficiency
Machine monitoring enables organizations to shift from reactive to proactive maintenance strategies. Predictive maintenance helps schedule maintenance activities based on equipment condition rather than predefined intervals. This targeted approach reduces unnecessary maintenance, minimizes disruptions, and extends equipment lifespan.
Improved Operational Efficiency
With real-time data and performance analytics, machine monitoring systems help organizations optimize their operations. Insights into equipment performance and utilization allow for adjustments that enhance productivity and reduce waste. Improved operational efficiency translates into cost savings and a more streamlined production process.
Cost Savings
Machine monitoring contributes to significant cost savings in several ways. By reducing unplanned downtime and optimizing maintenance schedules, organizations avoid the costs associated with emergency repairs and production stoppages. Additionally, improved equipment efficiency and performance lead to energy savings and reduced operational costs.
Enhanced Safety
Safety is a critical concern in industrial operations. Machine monitoring systems help enhance safety by detecting potential issues before they escalate into hazardous situations. By monitoring equipment conditions and generating alerts, organizations can address safety concerns proactively and maintain a safer working environment.
Data-Driven Decision Making
The data collected and analyzed by machine monitoring systems provides valuable insights for decision-making. Organizations can use this data to identify trends, optimize processes, and make informed decisions about equipment upgrades or replacements. Data-driven decision-making supports continuous improvement and strategic planning.
Implementing Machine Monitoring: Best Practices
Define Objectives
Before implementing a machine monitoring system, define your objectives and goals. Determine what you want to achieve with machine monitoring, such as reducing downtime, improving maintenance efficiency, or optimizing performance. Clear objectives will guide the selection of appropriate technology and features.
Choose the Right System
Select a machine monitoring system that aligns with your objectives and operational needs. Consider factors such as scalability, compatibility with existing equipment, ease of integration, and the ability to provide real-time data and analytics. Choose a solution that meets your specific requirements and offers the necessary features.
Install Sensors and Devices
Install sensors and data collection devices on your machinery to gather performance data. Ensure that sensors are properly calibrated and positioned to capture accurate and relevant information. Proper installation is essential for reliable data collection and monitoring.
Train Your Team
Effective use of machine monitoring systems requires training for your team. Provide training on how to use the system, interpret data, and respond to alerts. A well-trained team can leverage the full capabilities of the system and make the most of the insights provided.
Monitor and Optimize
Once the system is in place, continuously monitor its performance and gather feedback from users. Regularly review data and analytics to identify opportunities for optimization and improvement. Use the insights gained to refine your maintenance strategies, adjust machine settings, and enhance overall efficiency.
Conclusion
Machine monitoring is a game-changer for modern businesses seeking to optimize their operations and improve equipment reliability. By providing real-time data, predictive maintenance capabilities, and performance analytics, machine monitoring systems help organizations enhance efficiency, reduce downtime, and achieve cost savings.
For businesses looking to leverage the power of machine monitoring, exploring solutions like those offered at Mavarick.ai can provide the technological edge needed to stay ahead in today’s competitive landscape. Embracing advanced machine monitoring technology is not just about maintaining equipment—it’s about transforming your operations and driving long-term success.
Comments (0)